






Ms. Jenny Wang
मैं तुम्हारे लिए क्या कर सकते हैं?

 Zhejiang Ceeto Mold Co.,Ltd.
Zhejiang Ceeto Mold Co.,Ltd.
भुगतान प्रकार:L/C,T/T,D/P,D/A,Paypal
इंकोटर्म:FOB,CFR,CIF,FCA,EXW,FAS,CPT,CIP,DEQ,DDP,DDU,Express Delivery,DAF,DES
Min. आदेश:1 Set/Sets
परिवहन:Ocean,Air,Land,Express
बंदरगाह:Ningbo,Shanghai,Shenzhen
$1000-50000 /Set/Sets
मॉडल नं.: CT-11006
ब्रांड: सीटो
उत्पत्ति का स्थान: चीन
गठन विधि: प्लास्टिक इंजेक्शन मोल्ड
उत्पाद सामग्री: प्लास्टिक
उत्पाद: घरेलू उत्पाद
Shaping Mode: Injection Mould
Surface Finish Process: Polishing
Mould Cavity: Single Cavity
Plastic Material: HDPE
Process Combination Type: Single-Process Mode
Application: Commodity
Runner: Hot Runner
Design Software: UG
Installation: Fixed
Certification: ISO
Standard: DME
Customized: Customized
पैकेजिंग: लकड़ी का बक्सा
उत्पादकता: 500000shots/mold life
परिवहन: Ocean,Air,Land,Express
उद्गम-स्थान: चीन
के बारे में समर्थन करना: 10sets/month
प्रमाण पत्र: ISO
एचएस कोड: 8480790090
बंदरगाह: Ningbo,Shanghai,Shenzhen
भुगतान प्रकार: L/C,T/T,D/P,D/A,Paypal
इंकोटर्म: FOB,CFR,CIF,FCA,EXW,FAS,CPT,CIP,DEQ,DDP,DDU,Express Delivery,DAF,DES




टोकरा ढालना तकनीकी अंक। समस्या निवारण के लिए सही समस्या निवारण एक व्यवस्थित दृष्टिकोण रखना चाहिए। दो प्रकार की विफलताएँ हैं: गुणवत्ता नियंत्रण से जुड़ी समस्याएं और उत्पादन शुरू करते समय आने वाली समस्याएं। यदि काम का एक टुकड़ा अतीत में सफलतापूर्वक उत्पादित किया गया है, लेकिन अब उत्पाद मानक तक नहीं है, तो गुणवत्ता नियंत्रण से जुड़ी एक समस्या है। इस समस्या प्रक्रिया में कुछ कारकों में परिवर्तन का परिणाम है। इन समस्याओं को हल करने के लिए, आपको यह निर्धारित करना होगा कि क्या बदल गया है और प्रक्रिया को एक उपयुक्त स्थिति में लौटा दें। उत्पादन की शुरुआत में एक नए मोल्ड या मशीन के चालू होने के दौरान उत्पादन होता है।
अधिकांश गुणवत्ता नियंत्रण समस्याएं मशीनों और मोल्ड्स की प्रक्रिया की स्थिति, सामग्री, या रखरखाव के कारण होती हैं। यदि सामग्री बदलने के बाद समस्या होती है, तो दूसरे बैच की कोशिश करें। यह सामग्री के पिछले बैच का एक नमूना रखने के लिए सलाह दी जाती है।

यदि मरने की सेटिंग पहले सफल काम के टुकड़ों पर आधारित है, तो मूल सेटिंग शर्तों की जांच करें। यदि मोल्ड उपयोग के लिए किसी अन्य मशीन में ले जाया जाता है, तो नई मशीन के लिए मामूली समायोजन की आवश्यकता हो सकती है। यदि मरने को उसके डाउनटाइम के दौरान संशोधित किया जाता है, एक प्रक्रिया समायोजन की आवश्यकता हो सकती है।
उत्पादन की शुरुआत में आने वाली समस्याओं को हल करने के लिए, यह सुनिश्चित करने के लिए सामग्रियों की सीमा निर्धारित करना आवश्यक है कि परिस्थितियों का एक सेट एक योग्य कृति का उत्पादन कर सकता है।
प्रक्रिया की स्थिति पहले सामग्री प्रसंस्करण रेंज के मध्य बिंदु पर निर्धारित की जाती है, और फिर किसी भी मनाया समस्याओं को हल करने के लिए प्रक्रिया को समायोजित किया जाता है। यदि एक सफल विरूपण साक्ष्य का उत्पादन करना संभव नहीं है, तो निर्धारित करें कि हल करने के लिए चर के संयोजन को बदलना होगा। समस्या। इन परिवर्तनों में सामग्री का चयन, मशीन का चयन और / या मोल्ड नया स्वरूप शामिल हो सकता है।

टोकरा मोल्ड के लिए उत्पादन शुरू करने के लिए तकनीकी मुद्दे
वेल्डिंग बेमेल
वेंटिंग एन.जी.
वेंट अंतिम भरने की जगह पर और जंक्शन के सामने के छोर पर स्थित है
वेंट का आकार बढ़ाएं।
पिघला हुआ तापमान बहुत कम है
पिघल और / या मरने तापमान बढ़ाएँ।
इंजेक्शन की गति बढ़ाएं।
प्लास्टिक की कमी और जलन के लक्षण
फंसी हुई हवा और खराब निकास।
झरोखों को सुधारें और / या उन्हें झुलसे क्षेत्रों में स्थानांतरित करें।
प्लास्टिक की कमी लेकिन कोई जलन नहीं
सामग्री पर्याप्त नहीं है
यदि संभव हो तो इंजेक्शन की मात्रा बढ़ाएं। यदि नहीं, तो बड़ी मशीन में स्थानांतरण करें।
गेट इनलेट ब्लॉक
गति और पीठ के दबाव को कम करें।
बैरल के पीछे का तापमान कम करें।
इंजेक्शन का दबाव पर्याप्त नहीं है
इंजेक्शन का दबाव बढ़ाएं
भौतिक चिपचिपाहट बहुत अधिक है।
इंजेक्शन की गति बढ़ाएं।
प्रसंस्करण तापमान बढ़ाएँ।
कम चिपचिपापन कंपोजिट का उपयोग करें।
गेट और धावक आकार बढ़ाएँ।
अतिप्रवाह टोकरा ढालना
उच्च इंजेक्शन दबाव पर
इंजेक्शन के दबाव और समय को कम करता है।
सामग्री बहुत अधिक है
इंजेक्शन की मात्रा कम करें।
भौतिक चिपचिपाहट बहुत कम है
इंजेक्शन की गति कम करें।
प्रसंस्करण तापमान कम करें।
साँचा ढीला
बिदाई सतहों को प्रोसेस या पीसें।
पर्याप्त क्लैंपिंग फोर्स नहीं
उच्च चिपचिपाहट कंपोजिट का उपयोग करें।
क्लैंपिंग टन भार बढ़ाएं।
वेंट की मोटाई कम करें।
एक बड़ी मशीन में स्थानांतरण।
ताकना या ढहना
छिद्र वर्कपीस में दिखाई देते हैं। ढलान को दीवार की दीवार से अलग किया जाता है
जमने के दौरान अपर्याप्त भरने का दबाव।
भरने का दबाव बढ़ाएं और समय बढ़ाएं।
गेट का आकार बढ़ाएं।
गेट को सबसे मोटे हिस्से में स्थानांतरित करें।
धावक का आकार बढ़ाएं।
सामग्री संकोचन और पिघलने वाली सामग्री कम आपूर्ति में हैं
दीवार की मोटाई कम करें
हवा के बुलबुले
बुलबुले पर वर्कपीस की सतह उभरी हुई है।

वायु जाल
गेट की स्थिति बदलें या प्रवाह पथ को संशोधित करें।
फंसे हुए हवाई घटना को खत्म करने के लिए एक पिन की व्यवस्था की जाती है।
प्रवाह ट्रेस और रिवर्स फिलिंग
पतली से मोटी तक भरें।
गेट की स्थिति को एक मोटे हिस्से में स्थानांतरित करें।
प्रवाह का पता लगाने
साया
सतह अनियमित है।
रेडियल तरंग।
प्रवाह का पता लगाने
बढ़ती
यह क्षेत्र समान रूप से भरा हुआ नहीं है।
पिघल को बराबर करने या धावक व्यास को कम करने के लिए गेट की स्थिति बदलें।
सर्पिल प्रवाह पैटर्न
उच्च पिघल चिपचिपाहट।
प्रसंस्करण तापमान बढ़ाएँ।
इंजेक्शन की गति बढ़ाएं।
गेट का आकार कम करें।
गेट प्रकार बदलें।
प्रभाव पैदा करने के लिए गेट की स्थिति बदलें।
ताना।
अनिसोट्रोपिक संकुचन।
गेट की स्थिति बदलने से पिघल केवल एक दिशा में प्रवाहित होती है।
उच्च अवशिष्ट मोल्डिंग तनाव
प्रसंस्करण तापमान बढ़ाएँ।
पैकिंग दबाव कम करें।
मोल्ड तापमान बढ़ाएँ।
भूतल दोष
असमान शीन स्पॉट
उच्च आणविक भार कंपोजिट उच्च पॉलिश किए गए सांचों में संसाधित होते हैं।
इसके बजाय कम आणविक भार मिश्रित सामग्री का उपयोग करें।
मोल्ड गुहा एक बनावट सतह (इलेक्ट्रॉनिक डिस्चार्ज मशीनिंग, सैंडब्लास्टिंग, आदि) में बदल जाती है।
भूतल दोष
चांदी या रेडियल चिह्न
सामग्री दूषित है।
नमी (संक्षेपण) या सूखी सामग्री की जांच करें।
यदि आवश्यक हो तो दूषित या नमी के लिए पुनर्नवीनीकरण सामग्री की जाँच करें।
इंजेक्शन की गति कम करें।
उच्च कतरनी गुणांक।
प्रसंस्करण तापमान बढ़ाएँ।
गेट का आकार बढ़ाएं।
स्ट्रिपर निशान
ध्वस्त करने के दौरान बहुत नरम।
डाई क्लोजिंग टाइम बढ़ाएं।
मोल्ड का तापमान कम करें।
प्रसंस्करण तापमान कम करें।
आसान ध्वस्त करने के लिए एक बनावट मोल्ड सतह में बदलें।
स्ट्रिपर रॉड का आकार बढ़ाएं।
वर्कपीस के ड्राइंग झुकाव को बढ़ाएं।
दीवार की मोटाई कम करें।
मोल्ड रिलीज एजेंटों वाले मिश्रित सामग्रियों का उपयोग करें।
कठिन कंपोजिट का उपयोग करें।
जलने की गंध
वर्कपीस का पीलापन
सामग्री का ह्रास।
मशीन को बदलें और देखें कि क्या समस्या फिर से होती है।
प्रसंस्करण तापमान कम करें। (विशेषकर बैरल के पीछे)।
पुनर्नवीनीकरण सामग्री के मिश्रण अनुपात को कम करें।
अपने रहने को छोटा करो।
पार्किंग के बाद मशीन बदलें।
छोटी मशीन पर स्विच करें।
गर्म धावक प्रणाली के तापमान को कम करें।
गर्म धावक को कई गुना कम करें।
वर्कपीस ए डेथ डाई या फिक्स्ड डाई के किनारे अटका हुआ है
रिहाई बल का अभाव।
सैंडब्लास्ट ए हाफ डाई।
पॉलिश बी आधा मर जाते हैं।
एक आधा मरने कूलर का उपयोग करें।
लॉकिंग पिन को बी हाफ मोड पर सेट करें।
एक आधे मर में वर्कपीस के ड्राइंग कोण को बढ़ाएं।
ध्वस्तीकरण के दौरान, वर्कपीस को चिपकाया जाता है
रिहाई बल का अभाव।
डाई क्लोजिंग टाइम बढ़ाएं।
मोल्ड का तापमान कम करें।
प्रसंस्करण तापमान कम करें।
भरने और दबाव को कम करना।
सैंडब्लास्टिंग बी सेमी - डाई।
स्ट्रिपर रॉड का आकार बढ़ाएं।
स्ट्रिपर की संख्या बढ़ाएँ।
वर्कपीस के ड्राइंग झुकाव को बढ़ाएं।
एयर स्ट्रिपिंग सेट करें।
असमान रंग
गरीब फैलाव प्रक्रिया।
पीठ के दबाव और / या पेंच की गति बढ़ाएं।
कम पिघलने बिंदु के साथ सामग्री में रंग मास्टरबैच के वाहक को बदलें।
प्रदूषण।
जांचें कि पुनर्नवीनीकरण सामग्री साफ है या नहीं।
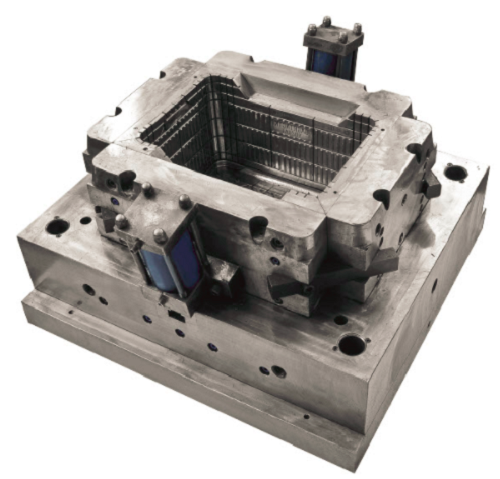
हमने 1 गुहा, 2 और 4 गुहाओं को ढाला और 4 गुहाओं को सांचे के रूप में किया है। CRATE ढालना, प्लास्टिक टोकरा मोल्डिंग, प्लास्टिक टोकरा नए नए साँचे, टोकरा मोल्डिंग, चीनी टोकरा ढालना निर्माता।


विस्तृत प्लास्टिक फूस का ढालना विवरण
हमारी सेवा
गुणवत्ता नियंत्रण
कैलीपर्स और सीएमएम मापने वाले उपकरण का उपयोग प्लास्टिक इंजेक्शन मोल्ड के महत्वपूर्ण आयामों की जांच के लिए किया जाना चाहिए, कुछ महत्वपूर्ण बिंदुओं को 3 या 4 बार जांचना चाहिए और आयाम रिपोर्ट के साथ आना चाहिए, सभी "एनजी" बिंदुओं के लिए, हम उन्हें फिर से जांचेंगे और जानेंगे कि कैसे नए नए साँचे पर सुधार।


हम आपकी जांच की उम्मीद कर रहे हैं कि क्या प्लास्टिक के फूस के सांचे या प्लास्टिक के फूस के उत्पाद, हम आपको उच्च गुणवत्ता वाले सांचों और उत्पादों के साथ एक उचित मूल्य प्रस्तुत करेंगे। आपका स्वागत है हमें अपने सुविधाजनक समय पर यात्रा करने के लिए, हम आप से सुनने के लिए आगे देख रहे हैं, बहुत बहुत धन्यवाद।









