




Ms. Jenny Wang
मैं तुम्हारे लिए क्या कर सकते हैं?

 Zhejiang Ceeto Mold Co.,Ltd.
Zhejiang Ceeto Mold Co.,Ltd.
भुगतान प्रकार:L/C,T/T,D/P,D/A,Paypal
इंकोटर्म:FOB,CFR,CIF,FCA,EXW,FAS,CPT,CIP,DEQ,DDP,DES,DAF,Express Delivery,DDU
Min. आदेश:1 Set/Sets
परिवहन:Ocean,Air,Land,Express
बंदरगाह:Ningbo,Shanghai,Shenzhen
$45000-55000 /Set/Sets
मॉडल नं.: CT11025
ब्रांड: सीटो
गठन विधि: प्लास्टिक इंजेक्शन मोल्ड
उत्पत्ति का स्थान: चीन
उत्पाद सामग्री: प्लास्टिक
उत्पाद: घरेलू उत्पाद
Shaping Mode: Injection Mould
Surface Finish Process: Powder Coating
Mould Cavity: Single Cavity
Plastic Material: PE
Runner: Hot Runner
Installation: Fixed
Certification: ISO
Customized: Customized
Design Software: UG
Standard: HASCO
पैकेजिंग: लकड़ी का बक्सा
उत्पादकता: 500000shots/mold life
परिवहन: Ocean,Air,Land,Express
उद्गम-स्थान: चीन
के बारे में समर्थन करना: 10sets/month
प्रमाण पत्र: ISO
एचएस कोड: 8480790090
बंदरगाह: Ningbo,Shanghai,Shenzhen
भुगतान प्रकार: L/C,T/T,D/P,D/A,Paypal
इंकोटर्म: FOB,CFR,CIF,FCA,EXW,FAS,CPT,CIP,DEQ,DDP,DES,DAF,Express Delivery,DDU





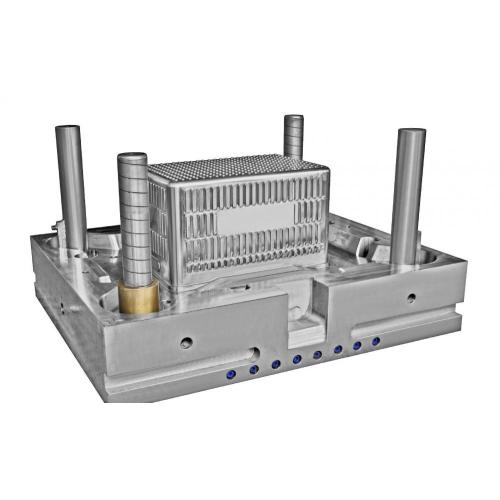
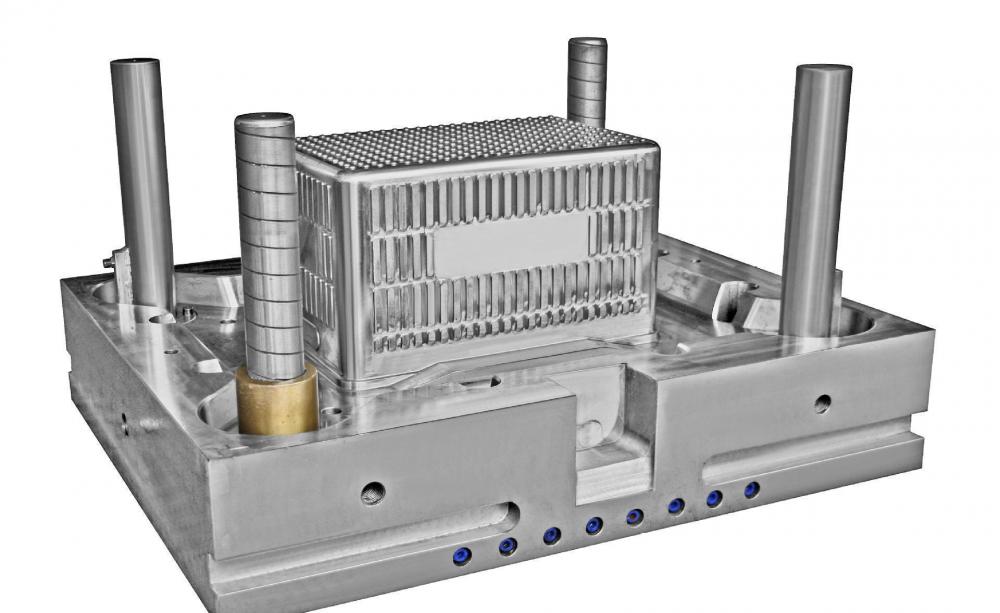
CEETO मोल्ड को कई वर्षों के लिए प्लास्टिक क्रेट बॉक्स मोल्ड और प्लास्टिक फल बॉक्स मोल्ड के डिजाइन और निर्माण में समर्पित किया गया है, समृद्ध अनुभव के साथ, हमने ग्राहक की तकनीकी आवश्यकताओं के अनुसार सभी प्रकार के प्लास्टिक टोकरा बॉक्स और प्लास्टिक फल बॉक्स बनाया है और हम आपको भी प्रदान कर सकते हैं अपने नमूने के साथ 3 डी मॉडल के साथ और उत्पाद डिजाइन में कोई बदलाव करें। हमारे तकनीकी अनुभव के आधार पर, यहां हम संक्षेप में बताते हैं कि प्लास्टिक फल बॉक्स भागों और मोल्ड्स को इस प्रकार कैसे डिजाइन किया जाए।
⑴ प्लास्टिक भागों के आकार और दीवार की मोटाई डिजाइन को विशेष रूप से भरने के गुहा के चिकनी प्रवाह को सुविधाजनक बनाने और तेज कोनों और अंतराल से बचने के लिए माना जाना चाहिए।
⑵ रिलीज कोण बड़ा होना चाहिए, ग्लास फाइबर के साथ 15% 1 ° ° 2 ° हो सकता है , ग्लास फाइबर के साथ 30% 2 ° of 3 ° हो सकता है जब ड्राफ्ट कोण की अनुमति नहीं होती है, जबरन डिमोल्डिंग से बचा जाना चाहिए, और क्षैतिज बिदाई संरचना को अपनाया जाना चाहिए।
⑶ डालने वाली प्रणाली का Cr oss-section बड़ा होना चाहिए, और फाइबर के फैलाव को सुविधाजनक बनाने के लिए प्रक्रिया सीधी और छोटी होनी चाहिए।
⑷ फीड इनलेट के डिजाइन को अपर्याप्त भरने, अनिसोट्रोपिक विकृति एन, ग्लास फाइबर के असमान वितरण, और वेल्ड मार्क्स और अन्य प्रतिकूल परिणामों का उत्पादन करने में आसान पर विचार करना चाहिए। फ़ीड पोर्ट को पतला, चौड़ा, पंखे के आकार का, रिंग के आकार का और बहु-बिंदु फ़ीड पोर्ट होना चाहिए ताकि प्रवाह अशांत हो सके और ग्लास फाइबर समान रूप से अनिसोट्रॉपी को कम करने के लिए बिखरे हुए हो। सुई के आकार के फ़ीड पोर्ट का उपयोग नहीं करना सबसे अच्छा है। मुंह के खंड को उचित रूप से बढ़ाया जा सकता है, और इसकी लंबाई कम होनी चाहिए।
⑸ मोल्ड कोर और गुहा में पर्याप्त कठोरता और ताकत होनी चाहिए।
⑹ मोल्ड को कठोर, पॉलिश किया जाना चाहिए, और पहनने के लिए प्रतिरोधी स्टील का चयन किया जाना चाहिए, और जिन हिस्सों को पहनना आसान है, उन्हें मरम्मत करना आसान होना चाहिए।
⑺ इजेक्शन प्रतिस्थापन के लिए भी और मजबूत, सुविधाजनक होना चाहिए।
⑻ मोल्ड को निकास अतिप्रवाह गर्त से सुसज्जित किया जाना चाहिए, और बी ई को उस स्थान पर सेट करना चाहिए जहां वेल्डिंग के निशान आसानी से होते हैं।
मोल्ड तापमान सेटिंग
⑴ मोल्ड तापमान मोल्डिंग चक्र और मोल्डिंग गुणवत्ता को प्रभावित करता है। वास्तविक संचालन में, उपयोग की जाने वाली सामग्री का सबसे कम उपयुक्त मोल्ड तापमान सेट किया गया है, और फिर गुणवत्ता की स्थिति के अनुसार ऐप को समायोजित किया जाता है।
⑵ सही ढंग से, मोल्ड तापमान गुहा की सतह के तापमान को संदर्भित करता है जब गठन किया जा रहा है। मोल्ड डिज़ाइन और इंजीनियरिंग कंडीशन सेटिंग बनाने में, न केवल एक उचित तापमान बनाए रखना महत्वपूर्ण है , बल्कि इसे समान रूप से वितरित करने की अनुमति देने के लिए भी महत्वपूर्ण है।
(3) असमान मोल्ड तापमान वितरण असमान संकोचन और आंतरिक तनाव का कारण होगा, इस प्रकार मोल्डिंग पोर्ट को विकृत और ताना देना आसान हो जाएगा
⑷ मोल्ड टी एम्पररी को बढ़ाने से निम्नलिखित प्रभाव प्राप्त हो सकते हैं;
① ढाला उत्पाद की क्रिस्टलीयता और अधिक समान संरचना में वृद्धि करें।
② मोल्डिंग संकोचन को अधिक पूरी तरह से करें, और बाद में संकोचन को कम करें।
③ ढाला उत्पादों की ताकत और गर्मी प्रतिरोध में सुधार करें।
④ reduce आंतरिक तनाव अवशिष्ट, आणविक संरेखण और विरूपण।
⑤ भरने के दौरान प्रवाह प्रतिरोध को कम करें और दबाव हानि को कम करें।
⑥ ढाला उत्पाद की उपस्थिति को और अधिक चमकदार बनाएं।
⑦ ढाले उत्पादों में बूर की संभावना बढ़ाएं।
⑧ निकट-गेट की स्थिति में वृद्धि करें और दूर-गेट की स्थिति में अवसाद की संभावना को कम करें।
Binding बाइंडिंग लाइन की स्पष्ट डिग्री
⑩ ठंडा समय बढ़ाएं।
मापन और प्लास्टिसाइजेशन
⑴ मोल्डिंग प्रक्रिया में, इंजेक्शन मशीन के प्लास्टिसाइजिंग यूनिट (प्लास्टिसाइजिंग यूनिट) द्वारा प्लास्टिक (प्लास्टिसाइजेशन) के एक समान पिघलने वाले इंजेक्शन क्विन एंटिटी कंट्रोल (मापन) और एक समान पिघलने से किया जाता है।
①Barrel तापमान
यद्यपि प्लास्टिक का पिघलने के कारण पेंच के रोटेशन से उत्पन्न गर्मी ऊर्जा के कारण लगभग 60--85% है, प्लास्टिक की पिघलने की स्थिति अभी भी हीटिंग सिलेंडर के तापमान से प्रभावित होती है, विशेष रूप से सामने के क्षेत्र के पास तापमान नोजल-सामने के क्षेत्र में तापमान जब यह अधिक होता है, तो बाहर खींचते समय भागों को टपकता और खींचने की घटना का कारण बनता है।
②screw स्पीड
A. प्लास्टिक का पिघलना मुख्य रूप से स्क्रू के रोटेशन से उत्पन्न गर्मी के कारण होता है, इसलिए स्क्रू की गति बहुत तेज होती है, इसके निम्नलिखित प्रभाव होते हैं:
एक। प्लास्टिक का थर्मल अपघटन।
बी। ग्लास फाइबर (प्लस फाइबर प्लास्टिक) को छोटा किया जाता है।
सी। स्क्रू या हीटिंग सिलेंडर के पहनने में तेजी आती है।
B. गति सेटिंग को इसकी परिधि गति से मापा जा सकता है:
परिधीय गति = n (गति) * d (व्यास) * π (परिधि)
आम तौर पर, अच्छे थर्मल स्थिरता के साथ कम-चिपचिपापन प्लास्टिक के लिए, स्क्रू रॉड रोटेशन की परिधीय गति को लगभग 1m / s पर सेट किया जा सकता है, लेकिन खराब थर्मल स्थिरता के साथ प्लास्टिक के लिए, यह लगभग 0.1 के रूप में कम होना चाहिए।
C. व्यावहारिक अनुप्रयोगों में, हम जितना संभव हो उतना स्क्रू की गति को कम कर सकते हैं, ताकि मोल्ड को खोलने से पहले रोटरी फीडिंग पूरी की जा सके।
③बैक दबाव
A. जब स्क्रू घूमता है और फ़ीड करता है, तो पेंच के सामने के छोर पर आगे बढ़ने वाले पिघल द्वारा संचित दबाव को बैक प्रेशर कहा जाता है। इंजेक्शन मोल्डिंग के दौरान, इसे इंजेक्शन हाइड्रोलिक सिलेंडर के वापसी दबाव को समायोजित करके समायोजित किया जा सकता है। प्रभाव:
एक। पिघला हुआ पिघलना अधिक समान रूप से।
बी। टोनर और भराव अधिक समान रूप से बिखरे हुए हैं।
सी। ब्लैंकिंग पोर्ट से गैस से बाहर निकलें।
डी। फ़ीड का माप सटीक है।
B. पीछे के दबाव का स्तर प्लास्टिक की चिपचिपाहट और थर्मल स्थिरता द्वारा निर्धारित किया जाता है। बहुत अधिक बैक प्रेशर खिला समय को बढ़ाता है, और घूर्णन कतरनी बल की वृद्धि के कारण, प्लास्टिक को ज़्यादा गरम करना आसान है। आम तौर पर, 5--15 किग्रा / सेमी 2 उपयुक्त है।









